Машорг
Станок токарный патронный с ЧПУ, полуавтомат 1П756ДФ311.
Описание и технические характеристики
1П756ДФ3 Станок токарный патронный с ЧПУ. Назначение и область применения
Полуавтомат токарный патронный с ЧПУ 1П756ДФ311 предназначен для токарной обработки по программе цилиндрических, торцовых, конических, ступенчатых и криволинейных поверхностей деталей из чёрных и цветных металлов и сплавов, а также для сверления и растачивания центральных отверстий, нарезания наружных и внутренних резьб.
Станок 1П756ДФ3 предназначен для обработки деталей в патроне со ступенчатым и криволинейным профилями в условиях мелкосерийного и серийного производства.
На станке 1П756ДФ3 можно производить наружное точение, растачивание, сверление, нарезание резьбы по программе.
Принцип работы и особенности конструкции станка 1П756ДФ311
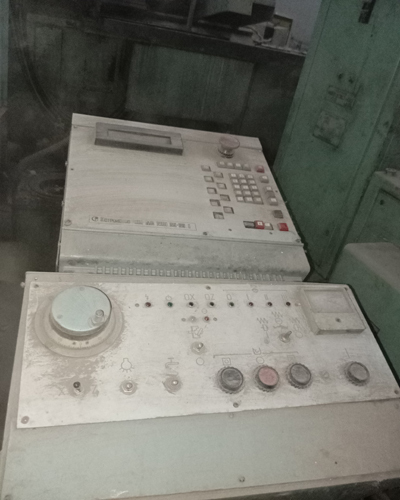
Токарный полуавтомат 1П756ДФ311 оснащен системой программного управления - система ЧПУ 2С85.
Полуавтомат 1П756ДФ311 высокомеханизирован, удобен в управлении, обладает достаточной жесткостью, виброустойчивостью и высокой точностью.
Для получения высокой точности обработки в шпиндельной опоре применяется дуплексированный шариковый подшипник.
Количество зубчатых колес в шпиндельной бабке уменьшено и повышена их точность, увеличена точность направляющих станины и суппорта.
Привод главного движения осуществляется от электродвигателя постоянного тока.
Перемещение суппорта — от высокомоментного электродвигателя постоянного тока со встроенным датчиком обратной связи.
Повышение точности зубчатых колес и сокращение их количества уменьшило вибрации и тепловые деформации шпинделя.
Введение вместо зубчатых передач ременных на скоростном диапазоне 1:1 и на датчике нарезки резьбы позволило уменьшить шум от работы полуавтомата.
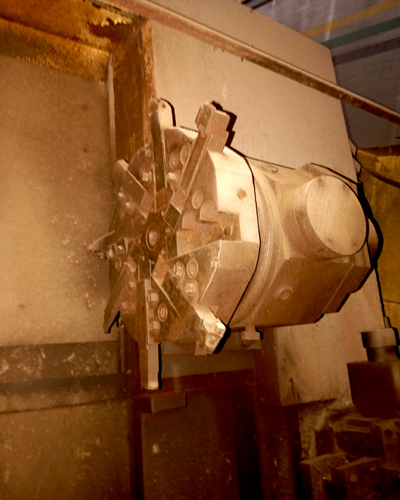
На полуавтомате установлены две револьверные головки. Обе головки установлены на одной ползушке и находятся друг от друга на расстоянии, достаточном для обработки деталей в соответствии с руководством полуавтомата:
Дисковая восьмипозиционная головка с осью, параллельной оси шпинделя
Четырехгранная головка с осью, перпендикулярной оси шпинделя
Головка восьмипозиционная предназначена для закрепления режущего инструмента при наружной обточке.
Четырехгранная головка предназначена для закрепления режущего инструмента при внутренней обработке (расточке, сверлении и др.) и позволяет устанавливать на каждую грань один или два блока с инструментом.
Расположение зеркала направляющих станины в наклонной плоскости обеспечивает свободный сход и удаление стружки из зоны обработки и свободный доступ к обрабатываемой детали.
Накладные стальные закаленные направляющие продольного и поперечного перемещений в сочетании с опорами качения и антифрикционными накладками гарантируют длительное сохранение точности полуавтомата.
Регулирование частоты вращения шпинделя и подачи позволяет производить обработку изделий как из обычных черных и цветных металлов, так и из легированных сталей.
В полуавтомат можно встраивать отечественные и иностранные комплектующие изделия — систему ЧПУ, главный привод, привод подач, револьверную головку, транспортер стружки и др.
Предусмотрена возможность стыковки полуавтомата с роботами различных исполнений.
Полуавтомат может применяться в комплексе с роботами, в составе автоматических участков и линий.
Компоновка полуавтомата, размещение на нем электрошкафов и электрооборудования, включая устройство ЧПУ, сосредоточение всех органов управления на одном подвижном пульте управления обеспечивают значительное сокращение производственной площади, занимаемой полуавтоматом, а также удобство управления им.
Компоновка станка с расположением зеркала направляющих станины в наклонной плоскости обеспечивает свободный сход и удаление стружки из зоны обработки и свободный доступ к обрабатываемой детали. Применение накладных стальных закаленных направляющих продольного и поперечного ходов в сочетании с опорами качения и антифрикционными накладками гарантирует длительное сохранение точности полуавтомата.
Привод главного движения состоит из шпиндельной бабки и двигателя постоянного тока. Шпиндельный узел имеет жесткую конструкцию и высокую виброустойчивость.
Приводы продольной и поперечной подач выполнены с применением высокомоментных электродвигателей, что позволяет обрабатывать детали на интенсивных режимах резания.
Смена инструмента на полуавтомате осуществляется автоматически с помощью двух револьверных головок.
Подвод охлаждения в зону резания производится через инструментальные блоки.
Стружка удаляется транспортером, выдвигаемым на заднюю сторону полуавтомата.
Класс точности полуавтомата П по ГОСТ 8—77.
Шероховатость поверхностей Rа 2,5 мкм по ГОСТ 2789—73.
Технические характеристики станка 1П756ДФ311
ПараметрЗначение
Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С)Н
Наибольший диаметр детали обрабатываемой над станиной, мм630
Наибольший диаметр детали обрабатываемой над суппортом, мм500
Наибольшая длина обрабатываемой детали, мм320
ЧПУ2С85
Пределы частот вращения шпинделя Min/Max, об/мин.10 - 2000
Мощность, кВт30
Габариты, мм3200_3180_2600
Масса, кг9000
Начало серийного выпуска, год1979
Завод-производительРязанский станкостроительный завод РСЗ, ОАО
Текущее состояние
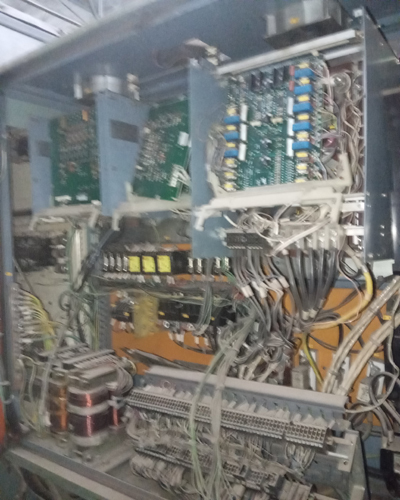
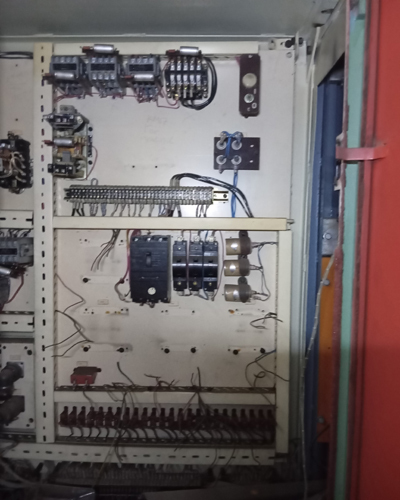
Станок износа по железу практически не имеет. Комплектен по механике. Снят двигатель маслостанции, но он есть в наличии с другой. Немного пограблен по электричке, но учитывая необходимость модернизации под современные системы ЧПУ это не критично.